
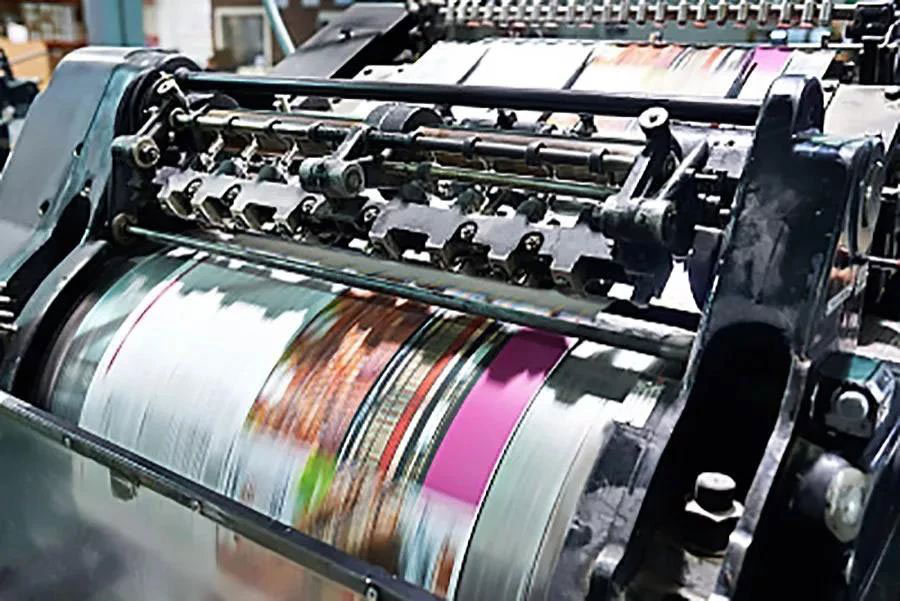
דער גלאַזירונג פּראָצעס קען ווערן אָנגעווענדט צו דער ייבערפלאַך באַשיטונג פון אַלע מינים מאַטעריאַלן. דער ציל איז צו פאַרגרעסערן די גלאַנץ פון דער געדרוקטע מאַטעריאַל ייבערפלאַך צו דערגרייכן די פונקציע פון אַנטי-פאָולינג, אַנטי-פייכטקייט און שוץ פון בילדער און טעקסטן.
סטיקער גלייזינג ווערט בכלל דורכגעפירט אויף א ראָטאַציע מאַשין, פאַלש האַנדלינג, אָפט דערשייַנען עטיקעט בייגן, ליכט אָיל טרוקן און אַ סעריע פון פּראָבלעמען.

פראגע 1:פארוואס בייגט זיך די לייבל נאכדעםגלייזינג? ווי אזוי צו לייזן?
סיבה 1:די גלאַזירונג איז צו דיק. די UV-האַרטנדיקע גלאַזירונג-פילם שרינקט זיך, און די פּלאַסטיק-פילם שרינקט זיך כּמעט נישט, דאָס פאַראורזאַכט אַז די שרינקונג צווישן די צוויי איז נישט קאָנסיסטענט, און דאָס פירט צום בייגן די עטיקעט דעפאָרמאַציע.
סיבה 2:נישט ספּעציעלע גלייזינג, די שרינקינג איז צו גרויס, אַזוי אַז די עטיקעט בייגט זיך
Sלייזונג:אויסקלייבן די פּאַסיקע אנילאָקס ראָל, 500~700 ליניעס/אינטש, פאַרבייטן די אָריגינעלע אנילאָקס ראָל אויף דער מאַשין. אין דערצו, די ברירה פון ספּעציעלע, קליין שרינקינג ייל, צו רעדוצירן די פילם דעפאָרמאַציע.

פראגע 2:וואָס איז די סיבה פֿאַר אויסטריקעניש פֿון UV לאַק נאָך גלייזינג? ווי אַזוי צו סאָלווען?
סיבה 1:גלאַזירונג אויל איז צו דיק, די נאָרמאַלע UV קיורינג מאַכט קען נישט מאַכן עס קיורינג טרוקן
סיבה2:דרוק גיכקייט איז צו שנעל, רעזולטאט אין UV לאַק קיורינג צייט איז צו קורץ, נישט טרוקן.
סיבה3:UV לאַק דורכפאַל אָדער רעדוקציע אין פאָטאָסענסיטיוו גראַד, ריזאַלטינג אין פּאַמעלעך קיורינג קורס
סיבה4:די UV לאָמפּ ווערט אַלטער, מאַכט רעדוקציע, וואָס רעזולטירט אין נישט גאַנץ קיורינג פון די ליכט-אויל.
Sלייזונג:אין אנהייב, ארבעט עס מיט א נידעריגער שנעלקייט אונטער דער באדינגונג פון ניצן א פיינע דראט אנילין ראלער. קאנטראלירט צי די קאלירטע טינט איז טרוקן, און דערנאך מיט א שנעלקייט פון 10 מעטער, 20 מעטער, 30 מעטער פער מינוט, און באזונדער מיט טייפ צו קאנטראלירן צי די לאק קען זיך אנצינדן. עס איז רעקאמענדירט אז די אין-מאלד עטיקעט UV גלייזינג שנעלקייט זאל נישט איבערשטייגן 40 מעטער פער מינוט.
פּאָסט צייט: 24סטן אויגוסט 2020